Modular Belt & Slat Chain Conveyor Systems for Reliable Industrial Product Movement
Excel Conveyors manufactures modular belt and slat chain conveyor systems designed for controlled product transfer, operational flexibility, and reliable industrial material handling across packaging, food processing, manufacturing, warehousing, and industrial applications.

Conveyor Systems Designed for Flexible Industrial Movement
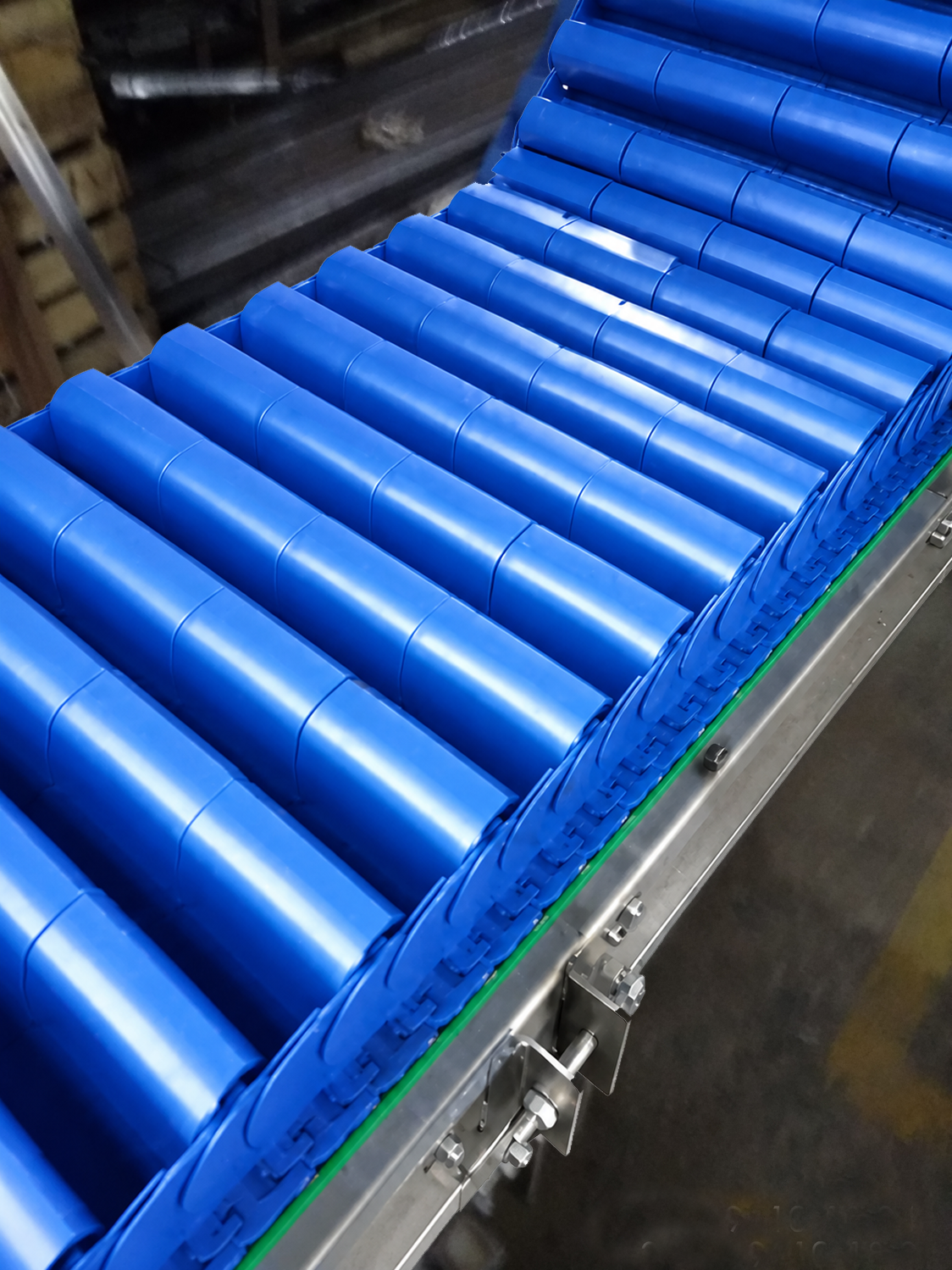
Modular belt conveyors are designed using interlocked molded belt sections that operate through sprocket-driven movement instead of conventional roller-driven flat belts.
Excel Conveyors manufactures modular belt and slat chain conveyor systems engineered for:
- smooth product transfer
- curved conveyor routing
- inclined movement
- food-grade handling
- industrial material flow
- operational flexibility
across diverse industrial applications.
What are Modular Belt Conveyors?
Modular belts are constructed using a series of molded plastic components interlocked together to form a conveyor belt structure.
Unlike traditional flat belt conveyors, modular belts operate through sprocket-driven movement, which helps eliminate belt tracking issues commonly associated with conventional belts.
Modular conveyor systems are commonly used where applications require:
- curved conveyor layouts
- inclined movement
- washdown environments
- food-grade handling
- operational flexibility
- modular conveyor replacement
Different modular belt materials and configurations are available depending on industrial applications and product handling requirements.

How Modular Belt Conveyor Systems Work
Modular conveyor belts consist of interconnected hinged sections driven through sprockets mounted on rotating shafts.
The sprockets engage directly with the modular belt structure, enabling positive belt drive movement and reducing the need for belt tracking adjustments.
Proper modular conveyor design considers:
- sprocket positioning
- support roller placement
- conveyor curves
- catenary sag
- minimum bend radius
- operational load conditions
to ensure stable and efficient conveyor performance.
Modular Belt Conveyor Configurations
Straight Modular Belt Conveyors
Straight modular conveyors support continuous product transfer across industrial workflows and production lines.
- packaging
- product transfer
- manufacturing
- assembly operations
Inclined Modular Belt Conveyors
Inclined modular conveyors support elevation change and controlled product movement between operational levels.
- inclined transfer
- floor-to-floor movement
- packaging operations
- warehouse handling
Spiral Modular Conveyors
Spiral conveyor systems are designed for vertical product movement while optimizing operational floor space.
- vertical transfer
- cooling lines
- product buffering
- compact layouts
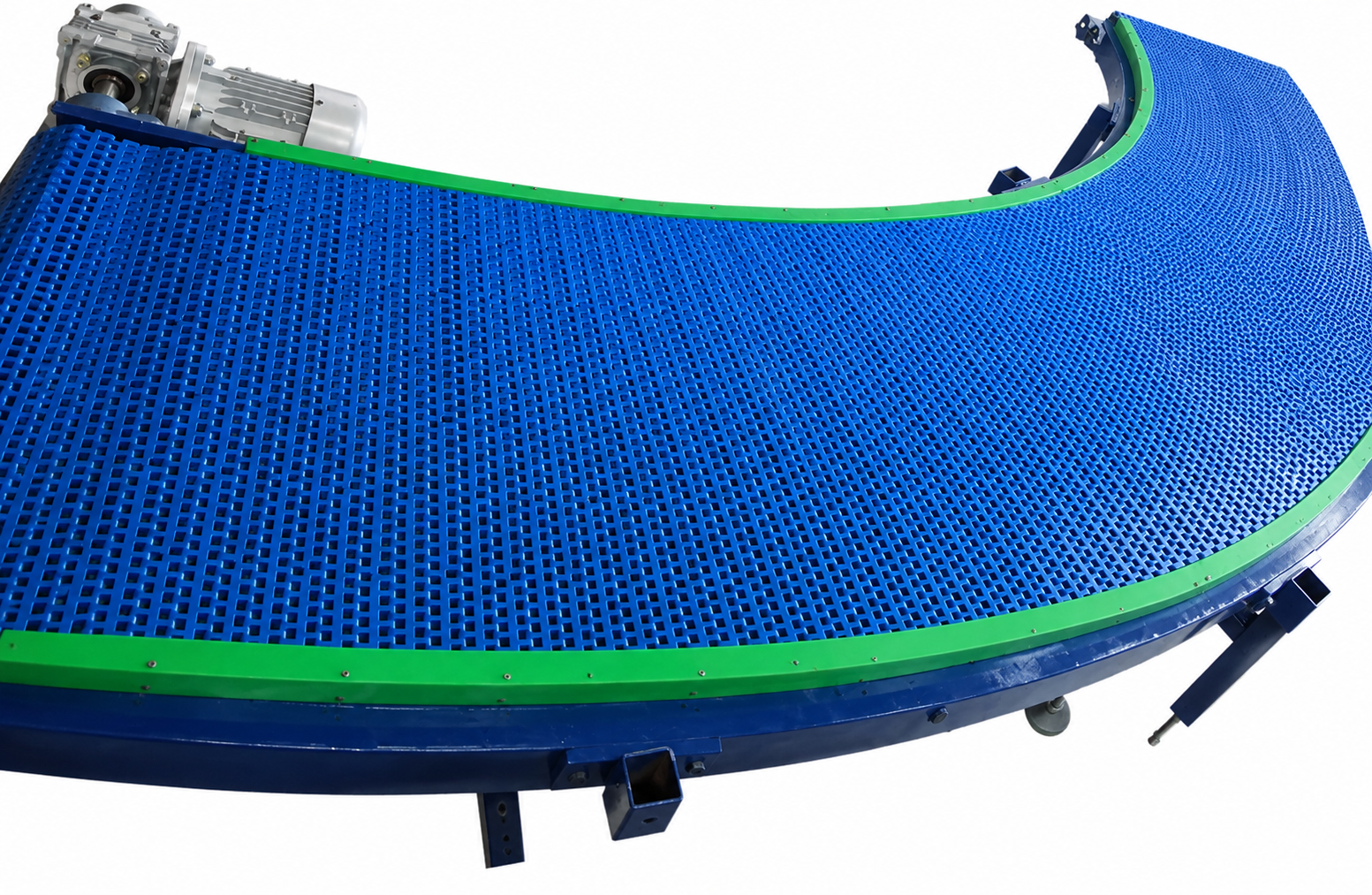
Curve Modular Belt Conveyors
Curve modular conveyors support directional product routing while maintaining stable product movement.
- curved layouts
- space optimization
- packaging lines
- workflow routing
Knife Edge Modular Conveyors
Knife-edge modular conveyors support smooth transfer of small products between conveyor systems.
- small products
- packaging lines
- precision transfer
- compact product movement
Food Grade Modular Conveyors
Food-grade modular conveyors are suitable for hygiene-sensitive industrial applications and washdown environments.
- food processing
- bakery
- dairy
- pharma
Cleated & Side Wall Conveyors
Cleats and side walls support inclined movement and help maintain product positioning during transfer operations.
Modular Bucket Conveyors
Bucket-style modular conveyors support inclined bulk material movement and controlled product transfer.
Industries Using Modular Belt Conveyor Systems
Food Processing
Bakery Operations
Dairy Industry
Packaging Lines
Warehouse Product Transfer
FMCG Manufacturing
Pharmaceutical Applications
Industrial Assembly Operations
Designed Around Reliable Conveyor Performance
Positive Sprocket Drive Movement
Reduced Belt Tracking Issues
Flexible Conveyor Routing
Easy Belt Replacement
Washdown-Friendly Configurations
Adaptable Industrial Applications
Smooth Product Transfer
Curved Conveyor Capability
Derived from actual modular conveyor functionality and explanations.
Modular Conveyor Design Considerations
Selection of modular belt conveyor systems depends on:
- product dimensions
- conveyor layout
- incline requirements
- curve radius
- operational throughput
- washdown requirements
- product stability
- conveyor routing
- material compatibility
Proper modular conveyor design helps improve:
- operational reliability
- conveyor flexibility
- product stability
- workflow continuity
- conveyor maintenance
across industrial applications.
Technical Overview
| Conveyor Type | Application | Operational Focus |
|---|---|---|
| Straight Modular Conveyor | Product Transfer | Continuous Movement |
| Inclined Modular Conveyor | Elevation Change | Inclined Handling |
| Curve Modular Conveyor | Directional Routing | Layout Optimization |
| Spiral Conveyor | Vertical Transfer | Space Optimization |
| Slat Chain Conveyor | Stable Product Movement | Controlled Transfer |
Frequently Asked Questions
Modular Belt Conveyor Systems Designed for Flexible Industrial Product Movement
Partner with Excel Conveyors for modular belt and slat chain conveyor systems engineered for reliable product transfer, operational flexibility, and efficient industrial material handling applications.